Your Custom Text Here
MIL-8625F
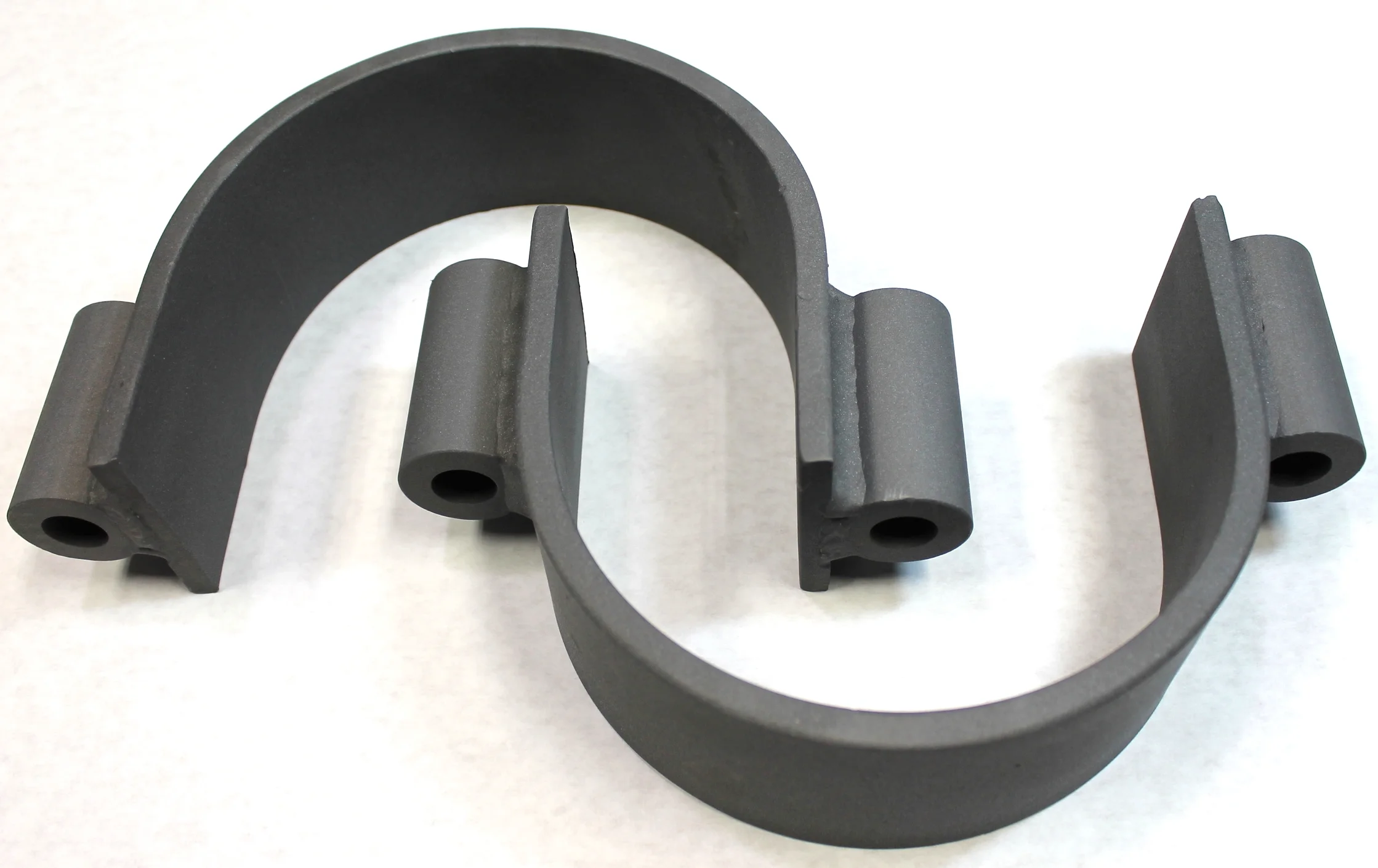
TYPE II & TYPE III SULFURIC ACID ANODIZE
Anodizing is an electrochemical process that converts the metal surface into a decorative, durable, corrosion-resistant, anodic oxide finish.
The anodic oxide structure originates from the aluminum substrate and is constructed entirely of aluminum oxide. This aluminum oxide is not applied to the surface like paint or plating, but is fully integrated with the underlying base material, so it cannot chip or peel. It has a highly ordered, porous structure that allows for secondary processes such as coloring and sealing.
Anodizing is accomplished by immersing the aluminum into an acid electrolyte bath and passing an electric current through the medium. A cathode is mounted to the inside of the anodizing tank; the aluminum acts as an anode, so that oxygen ions are released from the electrolyte to combine with the aluminum atoms at the surface of the part being anodized. The anodizing process is essentially a matter of highly controlled oxidation.
We offer Type II Anodize in both clear and black dye finishes up to 12 feet in length. Type II Anodize typically reaches a thickness of .0002”-.0008” dependent upon desired finish.
We also offer Type III Anodize on aluminum alloy material up to 12 feet in length. Natural & black dye finishes are available for components that require a more durable & wear resistant coating than can be obtained with the Type II process. Hard Anodize typically reaches a minimum of .001" thickness.
For more information about anodizing or to request a quote please visit the contact page.
ASTM B633
Zinc is one of the most common types of plating. It is primarily used to prevent corrosion of the underlying metal as well as make that part more attractive. Barrel plating is applied to parts in bulk therefore critical parts and others susceptible to damage should not be considered for barrel plating.
We currently provide both a trivalent clear/blue chromate (Type V) and a trivalent yellow/gold (Type VI) chromate finish.
Our capabilities range from orders as small as one (1) pound up to semi loads. We have the ability to weigh count as well as meet any special packaging and labeling requirements you may have.
For more information about barrel plating or to request a quote please visit the contact page.
ASTM B633
Zinc is one of the most common types of plating. It is primarily used to prevent corrosion of the underlying metal as well as make that part more attractive. Rack plating is applied to parts individually therefore critical parts and others susceptible to damage should be considered for rack plating.
We currently provide both a trivalent clear/blue chromate (Type V) and a trivalent yellow/gold (Type VI) chromate finish.
Our capabilities range from orders as small as one (1) pound up to semi loads. We have the ability to weigh count as well as meet any special packaging and labeling requirements you may have.
For more information about rack plating or to request a quote please visit the contact page.
MIL-DTL-16232 Type Z
Zinc Phosphate is commonly used in the industry as a stand alone coating for corrosion resistance or lubricity when used in conjunction with an oil or wax post dip or as an undercoat for a subsequent coating of wet paint or powder coat.
We have rack and barrel capabilities on parts up to 4 feet in length for our zinc phosphate process as well as a post dip rust inhibitor/oil upon request.
For more information about zinc phosphate or to request a quote please visit the contact page.
MIL-DTL-5541
Chromate conversion coating, commonly referred to as "chem film", is a type of coating used to protect aluminum alloys. It is primarily used as a corrosion inhibitor, primer, decorative finish, or to retain electrical conductivity. The treated surface will provide an outstanding paint base and bonding surface for subsequent coatings. TMFC can provide a Type II (Trivalent/Clear) finish in both rack & barrel applications.
We are equipped to process all different sizes of aluminum parts as well as meet packaging and labeling requirements as requested by the customer.
For more information about chemical conversion or to request a quote please visit the contact page.
AMS 2417
Zinc-nickel plating is rapidly becoming the “plating process of choice” for those who need their metal parts to have exceptionally strong resistance to corrosion, wear and abrasion and therefore last longer. The addition of the nickel to create the zinc alloy acts to provide a strong barrier to the natural processes of corrosion, wear and damage. Zinc-Nickel electroplating is used to protect steel, cast iron, stainless steel, copper, and brass. Zinc-Nickel is recognized as an environmentally safe alternative to cadmium electroplating. In specific applications, Zinc-Nickel demonstrates equivalent, or better, corrosion properties when compared to cadmium and electroless nickel. Zinc-Nickel is normally applied for corrosion protection purposes, and functions as a "sacrificial coating", corroding before the base material.
We can offer both a traditional clear trivalent chromate as well as a multi-colored trivalent chromate finish.
For more information about Zinc-Nickel or to request a quote please visit the contact page.
ASTM-A967
The passivation process is primarily used to improve the surface condition of stainless steel by dissolving the non-alloyed elements that have been exposed on the surface of the metal while forming, machining or during other manufacturing operations. During the passivation process, a film is created that causes the surface to lose its chemical reactivity. Stainless steel is already known as being corrosion resistant; however, the passivation process further strengthens its’ natural ability by improving the exterior surface of the overall part resulting in a very low corrosion rate of the metal.
We currently offer Nitric Acid passivation for stainless steel parts up to 4 feet in length.
For more information about passivation or to request a quote please visit the contact page.
Abrasive blasting is the operation of forcibly propelling a stream of abrasive material against a surface under high pressure to help smooth a rough surface, roughen a smooth surface, shape a surface, or remove surface contaminants. We employ the use of two steel shot tumble blast cleaning systems. The tumbling action provided by the rubber conveyor ensures that all surfaces of the component are cleaned in one loading. We currently use S-110 steel shot. Tumble blasting can be used in pre-treatment for electroplating or simply to make material cleaner and easier to work with in subsequent processes.
For more information about blasting or to request a quote please visit the contact page.
Post Blast Treatment
ASTM B850
Hydrogen Embrittlement Relief is the process by which metals such as hardened steel become brittle and fracture due to the introduction and subsequent diffusion of hydrogen into the metal during the plating operation. These individual hydrogen atoms within the metal gradually recombine to form hydrogen molecules, creating pressure from within which can increase to levels where the material has reduced ductility and tensile strength, to the point where it could crack. This is known as Hydrogen Induced Cracking and is often a result of accidental introduction of hydrogen during forming and finishing operations. Embrittlement Relief, a process for removing the hydrogen, can be driven out with a post-bake operation.
For more information about the baking process please visit the contact page.